

以下是:不锈钢复合管护栏包邮现货直销的产品参数不锈钢复合管护栏包邮现货直销,珺豪金属制品有限公司(东丰分公司)专业从事不锈钢复合管护栏包邮现货直销,联系人:胡经理,电话:0527-88266222、17768165506,QQ:1747188098,发货地:经济开发区汇通物流园,以下是不锈钢复合管护栏包邮现货直销的详细页面。 吉林省,辽源市,东丰县 清代被辟为盛京围场,史称“皇家鹿苑”,素有“中国梅花鹿之乡”的美誉,全县鹿茸产量居全国之首,是全国商品粮生产基地县,全国三个民间绘画画乡之一,并获得全国绿化百佳县、全省森林防火先进县、生态示范县、吉林省林业工作先进县、全国村庄清洁行动先进县。
精心打磨的产品视频已准备就绪,它将带您深入不锈钢复合管护栏包邮现货直销的魅力世界,让您重新发现产品的无限可能。以下是:不锈钢复合管护栏包邮现货直销的图文介绍
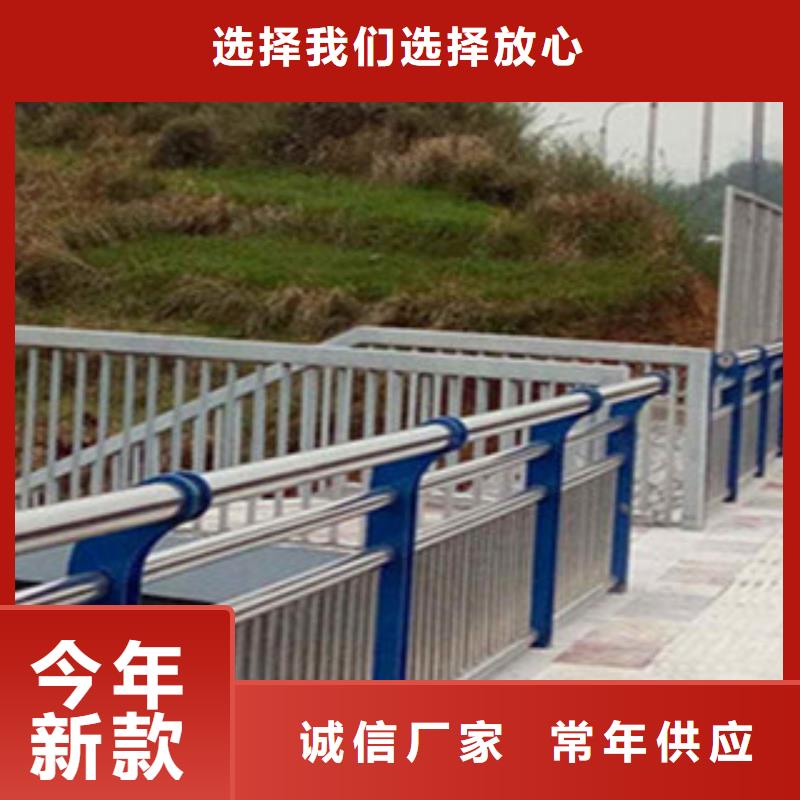
桥梁护栏商家心态尚可
尽管欧盟和各国采取了迅速和的政策应对措施,但由于疫情影响,欧盟经济今年将经历严重衰退。由于解除封锁措施的步伐比春季预测的更为缓慢,同时欧盟现在还面临疫情二次暴发的风险,因此2020年疫情对经济活动的影响将比预期的更为严重。
月初资金充裕,金融市场活跃,加上进口桥梁护栏发运回落,支撑桥梁护栏大幅上涨,期螺大幅走高再创新高,大大提振现货市场,市场价格顺势拉涨,然逐渐高位成交跟进不足,但钢企的强烈支撑市场预期尚存,桥梁护栏商家心态尚可,多坚挺出货为主,考虑到上游库存压力不大,加之成本支撑较为坚挺,预计明日桥梁护栏价格将持续上涨运行。
6月消费市场将延续反弹态势,实现今年以来首次正增长。5月份消费同比下降2.8%,多家券商预测6月份该数据或反弹至增长2%以上。与消费的回升态势一致,近几个月固定资产投资也保持回升势头。政策托底加码下,新增专项债发行和新项目开工节奏均加快,为稳投资提供了保障。
辽源东丰珺豪金属制品有限公司主要经营:【不锈钢复合管护栏厂家】, 本厂家秉承“顾客至上,锐意进取”的经营理念,坚持“客户为先”的原则为广大客户提供优质的【不锈钢复合管护栏厂家】。欢迎广大客户惠顾! 本厂家是致力于集研发、生产、销售、服务为一体的股份企业。经过多年的探索发展及不断的吸收、消化国内外的同类【不锈钢复合管护栏厂家】产品 的先进技术,厂家【不锈钢复合管护栏厂家】产品已从单一走向系列,积累丰富的设计、制作及装配经验。
山东省珺豪金属制品有限公司保证以的质量,合理的价格,完善的售后服务,来答谢新老客户。
护栏立柱/钢板立柱简介:
镀锌涂塑护栏立柱,是由Q195-Q235钢板去除钢板表面的氧化铁,经酸洗后镀锌,镀锌完成后经表面清理,静电喷塑(涂塑),高温烤制而成,具有镀层、塑层均匀,附着力强,表面光洁,使用寿命长等优点。因而镀锌涂塑护栏的质量及寿命远远超越油漆等常规方式处理的钢管,镀锌喷塑护栏立柱还有一个优点就是可以根据客户的要求来制定任意颜色,从而制作出具有地方特色的独特不锈钢复合管护栏及护栏立柱。
钢板立柱/护栏立柱订制要求
1.护栏立柱产品均为客户订制,图片仅供参考!买家可来样或图稿订制护栏立柱
2、价格为象征性价格,仅供参考,准确价格根据具体数量,材质要求来定,详情请联系。
3、产品工艺有多种,除图片所展示的材料外,还有不锈钢201,304,碳钢,锌钢,静电喷涂等等,以上材料都可以按您需要来加工定制护栏立柱。
不锈钢复合焊接要领
1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min.
2.将对焊处两端磨坡口。
3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。
4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。
不锈钢复合管焊接要点及注意事项
1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。
2.不锈钢复合管利用氩弧焊焊接,具有焊缝成型美观,焊接变形量小的特点。
3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。
4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。
5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
6.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。
7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
8.为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。
9.防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。
在辽源市东丰县采买不锈钢复合管护栏包邮现货直销到珺豪金属制品有限公司(东丰分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:胡经理-17768165506,QQ:1747188098,地址:《经济开发区汇通物流园》。












