| 产品参数 | |
|---|---|
| 产品价格 | 10-1000/件 |
| 发货期限 | 电议 |
| 供货总量 | 9999999 |
| 运费说明 | 电议 |
| 小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
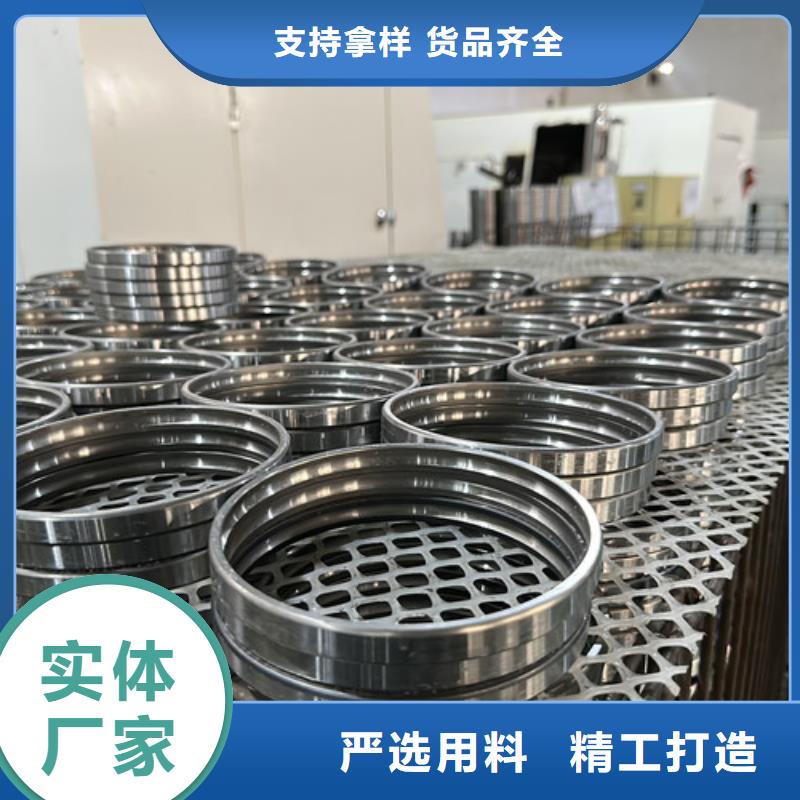
| 产品材质 | 不锈钢 |
| 产品品牌 | 诚浦 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品重量 | 1 |
| 产品颜色 | 原色 |
| 质量认证 | 9A |
| 质量 | 优 |


不锈钢轴承陶瓷材料
陶瓷材料是轴承级的氮化硅材料。
它是由位于玻璃相基中的贝塔氮化硅细长晶粒构成。
它为滚动轴承提供 的特性,例如高硬度、低密度、低热膨胀率、高电阻率、低介电常数以及不受磁场影响等
滚动轴承的材料——保持架材料
冲压钢保持架
大多数冲压钢保持架是热轧低碳薄钢板制造的。
这些轻型保持架有较高的强度,能进行表面处理进一步减少摩擦和磨损。
不锈钢轴承中的冲压钢保持架是X5CrNi18-10不锈钢制造的。
陶瓷轴承和陶瓷球轴承的分类如下:
(1)按材料分: 陶瓷轴承可以分为:氧化锆陶瓷轴承、氮化硅陶瓷轴承、复合陶瓷材料轴承。
(2)按结构分: 陶瓷轴承可以分为:氧化锆带保持器陶瓷轴承、氮化硅带保持器陶瓷轴承、复合带保持器陶瓷轴承。 一般陶瓷轴承的保持器材料以聚四氟乙烯(PTFE)作为标准配置,还可以采用玻璃纤维增强的尼龙 66(GRPA66-25),特种工程塑料(PEEK,PI),不锈钢(SUS316、SUS304)黄铜(Cu)等。材料限制针对特种使用场合又开发了无保持器的氧化锆满球全陶瓷轴承和氮化硅满球全陶瓷轴承和复合满球陶瓷轴承。
(3)按材料的完整性分: 上面所说到的陶瓷轴承的主要部件内外圈和滚动体多是采用陶瓷材料,就定义为陶瓷轴承;如果轴承的内外圈和滚动体有一部分不是采用陶瓷材料时我们就定义为混合陶瓷轴承。 混合陶瓷轴承中运用比较广泛的就是球采用陶瓷材料称为陶瓷球轴承,可分为氧化错陶瓷球轴承、氮化硅陶瓷球轴承。轴承在使用时需要注意的问题也各不相同,具体细节请查询陶瓷轴承和陶瓷球轴承的专业生产厂家获取更多的帮助。枣庄不锈钢轴承
枣庄不锈钢轴承安装和使用?? ?
1、?高压釜应放置在室内。在装备多台高压釜时,应分开放置。每间操作室均应有直接通向室外或通道的出口,应保证设备地点通风良好。???
2、?在装釜盖时,应防止釜体釜盖之间密封面相互磕碰。将釜盖按固定位置小心地放在釜体上,拧紧主螺母时,必须按对角、对称地分多次逐步拧紧。用力要均匀,不允许釜盖向一边倾斜,以达到良好的密封效果。??
3、?正反螺母联接处,只准旋动正反螺母,两圆弧密封面不得相对旋动,所有螺母纹联接件有装配时,应涂润滑油。???
4、?针型阀系线密封,仅需轻轻转动阀针,压紧密封面,即可达到良好的密封效果。??
5、?用手盘动釜上的回转体,检查运转是否灵活。???
6、?控制器应平放于操作台上,其工作环境温度为10-40℃,相对湿度小于85%,周围介质中不含有导电尘埃及腐蚀性气体。??
7、?检查面板和后板上的可动部件和固定接点是否正常,抽开上盖,检查接插件接触是否松动,是否有因运输和保管不善而造成的损坏或锈蚀。???
8、?控制器应可靠接地。???
9、?连接好所有导线,包括电源线、控制器与釜间的电炉线、电机线及温度传感器和测速器导线。???
10、?将面板上“电源”空气总开关合上,数显表应有显示。??
11、?在数显表上设定好各种参数(如上限报警温度、工作温度等)然后,按下“加热”开关,电炉接通,同时“加热”开关上的指示灯亮。调节“调压”?旋钮,即可调节电炉加热功率。??
12、?按下“搅拌”开关,搅拌电机通电,同时“搅拌”开关上的指示灯亮,缓慢旋动“调速”?旋钮,使电机缓慢转动,观察电机是否为正转,无误时,停机挂上皮带,再重新启动。??
13、?操作结束后,可自然冷却、通水冷却或置于支架上空冷。待温降后,再放出釜内带压气体,使压力降至常压(压力表显示零),再将主螺母对称均等旋松,再卸下主螺母,然后小心地取下釜盖,置于支架上。???
14、?每次操作完毕,应釜体、釜盖上残留物。主密封口应经常清洗,并保持干净,不允许用硬物或表面粗糙物进行擦拭。?目前,化工,食品,医药等行业都需要反应釜设备,然而,反应釜也在不断的改善它的制造结构以方便客户的使用,但在高压釜的使用上却很难引起客户的重视.??? 
冷处理
4.1套圈和滚动体应进行冷处理,冷处理温度应控制在 -50r以下,保温不少于1小时 4.2冷处理应在淬火后冷至油温出油在冷到室温后立即进行,油冷和空冷时间不应超过 小时。
4.3冷处理应在冷冻机内进行,在特殊情况下可在冷冻箱采用酒精干冰溶液内进行, 须按工艺温度严格进行。
5整形
5.1整形工艺过程:测量椭圆度一一整形一一按回火工艺整形回火一一拆除整形工具一 —整形合格再按附加回火工艺回火一一测量椭圆度一一合格品移交(不合格品重新返修) 5.2整形回火温度不得超过正常回火温度,整形返修两次要检查硬度。
5.3 C(P4)级和C(P4)级精度以上产品的套圈不允许整形。
6回火
6.1油浴回火
6.1.1回火温度不高于250C的套圈和滚动体应在油浴内进行回火,零件不得露出油面 回火后清洗干净。
6.1.2回火油的闪点应比回火温度高 50C。
6.1.3油槽底部要垫高150mm。
6.1.4保温时间以炉温升到工艺温度开始计算。
6.2空气回火
6.2.1回火温度高于250E的轴承套圈和滚动体可在空气炉内回火。
6.2.2回火前要校对仪表,风扇要保证正常运转,出现故障要立即停止回火。
6.2.3套圈外径、宽度分别大于160mm、60mm的要错开摆放
枣庄不锈钢轴承
名片")