

以下是:专业生产制造冷拔钢管的产品参数专业生产制造冷拔钢管_盛亿伟业金属制品(桃江县分公司),固定电话:【17768165506】,移动电话:【0527-88266222】,联系人:桑航,经济开发区桑海工业园 发货到 湖南省 益阳市 赫山区、南县、桃江县、安化县、沅江市。 湖北省,益阳市,桃江县 1951年7月,析益阳县六、七、八、九、十一区,置桃江县。桃花江核电站位于桃江县城西部、资水上游20千米处。境内景点有浮邱山、凤凰山等。桃江县有“美人窝”、“屈原第二故乡”、“楠竹之乡”、“茶叶之乡”、“建材之乡”、“有色金属之乡”等之称。
我们的现场实拍视频将带您走进专业生产制造冷拔钢管产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
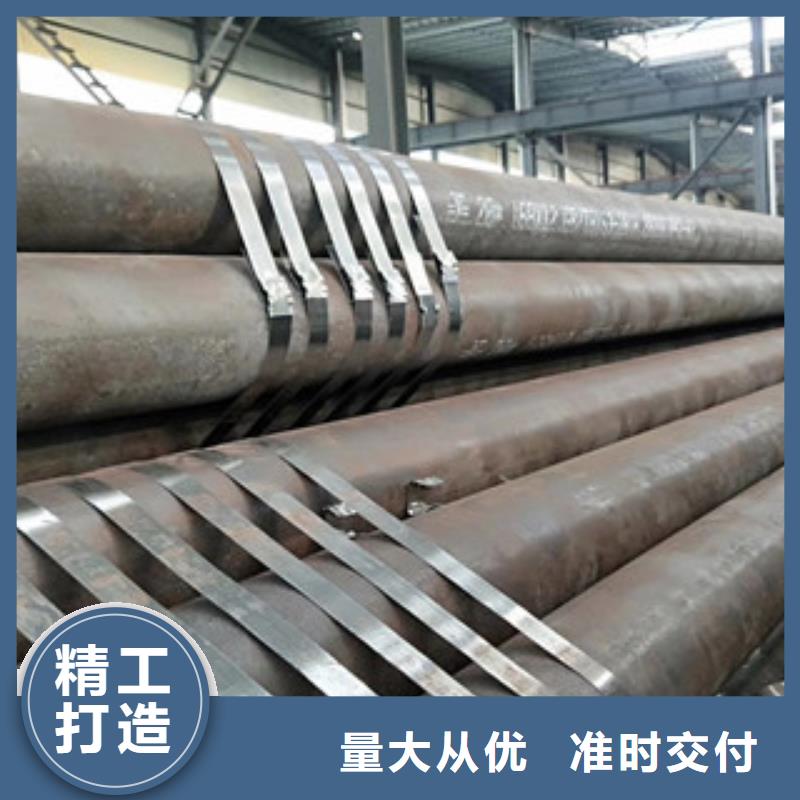
以下是:专业生产制造冷拔钢管的图文介绍
力学原理冷拔时钢管在力的作用下通过一定形状、尺寸的模具,发生塑性变形。
在生产中的拔制方法大致可分成3种:缩径拔管、减外壁拔管和减内壁拔管、
冷拔时,钢管在拉拔力、正压力和摩擦力的作用下,发生相应的变形,大都经过缩径、减壁和定径3个阶段、
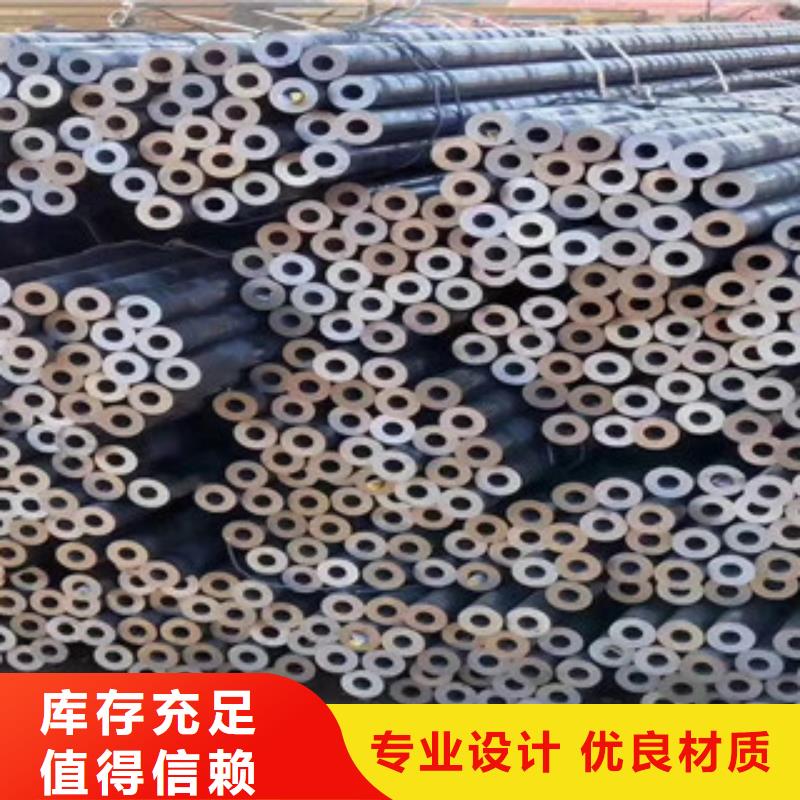
而且变形区内部产生相应的应力,其中轴向为拉应力,径向和周向为压应力。
拔管过程中金属处于一向拉和两向压应力状态,这是冷拔管变形过程的基本力学特征
益阳桃江盛亿伟业金属制品有限公司注册资金800万元,占地面积近50亩,建筑面积达10000平方米。经过多年努力,公司已具备了可观的 精密钢管生产能力和科技开发水平。公司 精密钢管生产设备精良, 精密钢管产品工艺可靠,检测手段齐全,企业管理严格,产品质量过硬。
①冷拔前应对原材料进行必要的检验。对钢号不明或无出厂证明的钢材,应取样检验。遇截面不规整的扁圆、带刺、过硬、潮湿的钢筋,不得用于拔制,以免损坏拔丝模和影响质量。钢筋冷拔前必须经轧头和除锈处理。除锈装置可以利用拔丝机卷筒和盘条转架,其中,设3~6个单向错开或上下交错排列的带槽剥壳轮,钢筋经上下左右反复弯曲,即可除锈。亦可使用与钢筋直径基本相同的废拔丝模以机械方法除锈。②为方便钢筋穿过拔丝模,钢筋头要轧细一段(长150~200 mm),轧压至直径比拔丝模孔小0.5~0.8 mm,以便顺利穿过模孔。为减少轧头次数,可用对焊方法将钢筋连接,但应将焊缝处的凸缝用砂轮锉平磨滑,以保护设备及拉丝模。
冷加工管机组生产特点是管料从投入到加工成成品通常要经过多次冷变形并产生加工硬化,因而整个生产过程由多个准备工序和变形工序组成,且具有往复循环的特点,因而工序多,生产周期长、金属消耗较大,生产效率较低,一般生产规模均不大。
在机组中同时配置冷拔和冷轧机有利于发挥它们各自的优点,特别是对生产不锈钢等高合金钢管和难变形的有色金属管更为合理和必要。冷拔机有单根和多根直条拔管机以及卷筒拔管机(见卷筒拔管)。单根冷拔时管材的长度达50m,卷筒拔管时长达几百米。冷拔机的吨位小为30kN,为7000kN。常规冷轧管机有二辊式冷轧管机和多辊式冷轧管机两种。
在益阳市桃江县采购专业生产制造冷拔钢管请认准盛亿伟业金属制品(桃江县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:桑航-【17768165506】,地址:经济开发区桑海工业园)。















