

以下是:#不锈钢复合管护栏#-专业厂家的产品参数#不锈钢复合管护栏#-专业厂家,珺豪金属制品(兰州市分公司)为您提供#不锈钢复合管护栏#-专业厂家,联系人:胡经理,电话:【0527-88266222】、【17768165506】,请联系珺豪金属制品(兰州市分公司),发货地:经济开发区汇通物流园。 甘肃省,兰州市 2012年,国务院批复西北地区新区兰州新区,明确把建设兰州新区作为深入实施西部大开发战略的重要举措,并于2020年将兰州发展为西北地区现代化大都市。2017年,《兰州—西宁城市群发展规划》明确把兰州—西宁城市群培育发展成为支撑国土和生态格局、维护西北地区繁荣稳定的重要城市群。
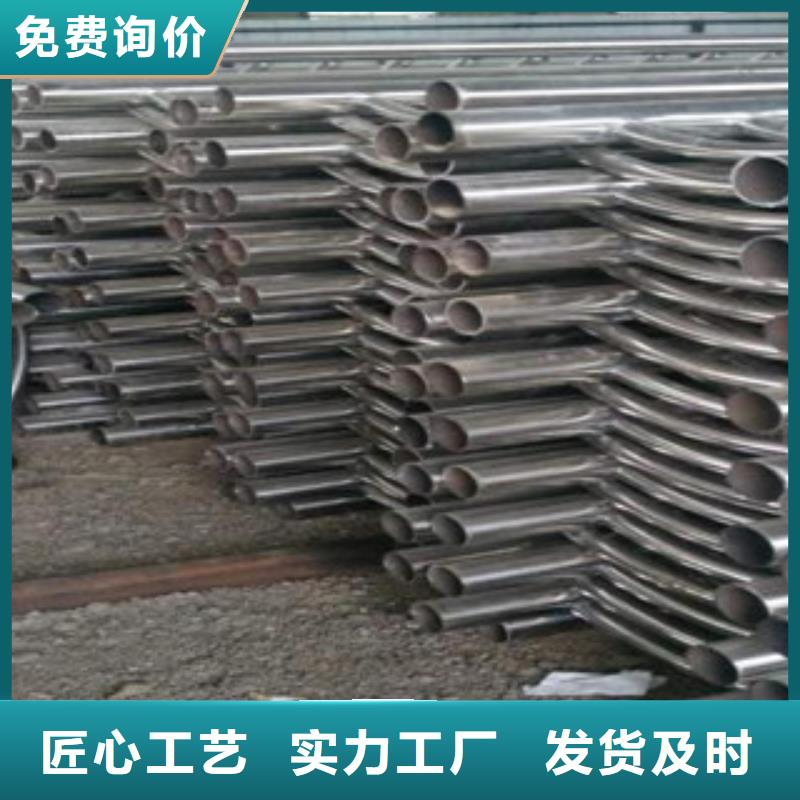
想要深入了解#不锈钢复合管护栏#-专业厂家产品?点击视频,让视觉与听觉共同为您展现一个比文字更丰富的世界。以下是:#不锈钢复合管护栏#-专业厂家的图文介绍产品细节图
预计明日防撞护栏价格或震荡偏强运行
我国防撞护栏本就因成本优势弱化而出口持续走弱,加之海外疫情显著且持续冲击防撞护栏制品的终端需求,所以今年防撞护栏出口仍不容乐观。笔者预计,出口回流问题仍将阶段性地拖累国内钢价走势,第四季度后进口冲击将有所走弱,全年防撞护栏净出口料保持近30%的下滑幅度。
资本市场政策强力支撑,黑色系强势拉涨,带动现货市场情绪,资源高位运行,终端需求维持正常水平,且成本端支撑上移,整体交投表现良好,鉴于库存资源不多,商家整体心态偏好,预计明日防撞护栏价格或震荡偏强运行。
由于新冠疫情的影响,主要纷纷减产,在这样的情况下,中国的存在感可能会进一步提高。中国增产也会对铁矿石等原材料价格和防撞护栏价格产生很大影响。如果中国的内需下降,中国生产的防撞护栏可能会出口到东南亚等周边,容易拉低防撞护栏价格。
不锈钢复合管护栏焊接要领
1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm
2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。
3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。
4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。
公司实力
甘肃兰州珺豪金属制品有限公司位于经济开发区汇通物流园,交通十分便利。我厂从事 不锈钢复合管护栏厂家的研发、生产、施工。通过多年来的不断创新和发展,产品已形成高品质的 不锈钢复合管护栏厂家系列,更有一支的技术队伍和生产队伍。我厂产品质量稳定、信誉良好。我厂始终坚持诚信务实的经营宗旨,把客户的要求放在重要位置,以优质的产品、完善的服务与各界新老朋友真诚合作、共同发展、共创辉煌!
#不锈钢复合管护栏#-专业厂家,珺豪金属制品(兰州市分公司)专业从事#不锈钢复合管护栏#-专业厂家,联系人:胡经理,电话:【0527-88266222】、【17768165506】,发货地:经济开发区汇通物流园,以下是#不锈钢复合管护栏#-专业厂家的详细页面。








