
以下是:不锈钢板品质保证的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 品牌 昌盛源 是否可定制 是 是否现货 是 不锈钢板品质保证,昌盛源金属制品(双滦区分公司)为您提供不锈钢板品质保证,联系人:邹经理,电话:【0527-88266222】、【18762195566】,请联系昌盛源金属制品(双滦区分公司),发货地:东方钢材城。 河北省,承德市,双滦区 2021年,双滦区地区生产总值完成160.2亿元,同比增长8.8%。
想了解我们的不锈钢板品质保证产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。以下是:不锈钢板品质保证的图文介绍
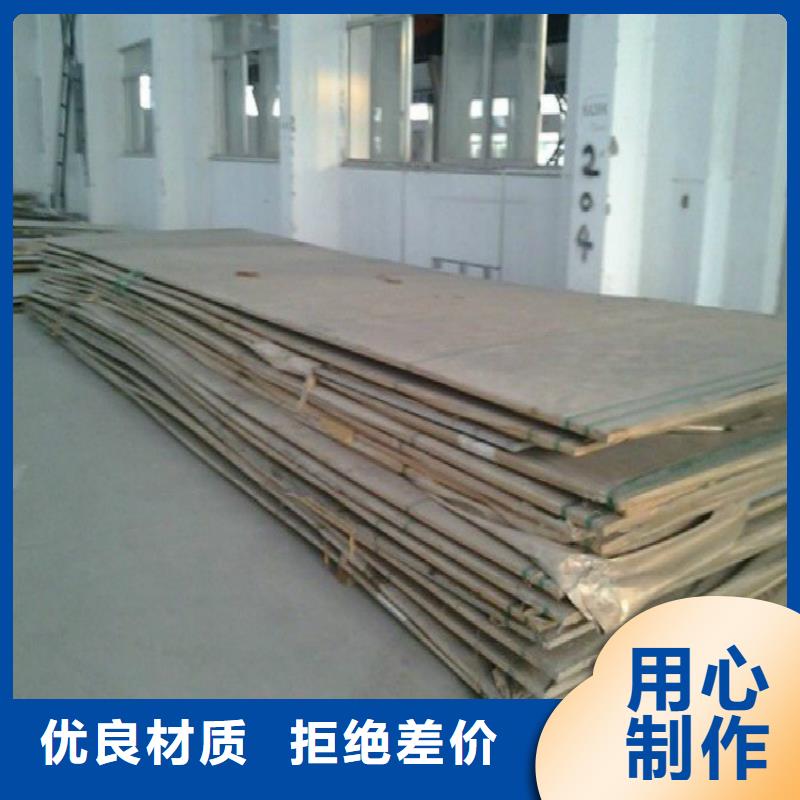
不锈钢板热加工的脱碳和氧化是什么? 钢在加热时,表层的碳与介质(或气氛)中的氧、氢、二氧化碳及水蒸气等发生反应,降低了表层碳浓度称为脱碳,脱碳钢淬火后表面硬度、疲劳强度及耐磨性降低,而且表面形成残余拉应力易形成表面网状裂纹。 不锈钢板加热时,钢表层的铁及合金与元素与介质(或气氛)中的氧、二氧化碳、水蒸气等发生反应生成氧化物膜的现象称为氧化。高温(一般570度以上)工件氧化后尺寸精度和表面光亮度恶化,具有氧化膜的淬透性差的钢件易出现淬火软点。 为了防止氧化和减少脱碳的措施有:工件表面涂料,用不锈钢箔包装密封加热、采用盐浴炉加热、采用保护气氛加热(如净化后的惰性气体、控制炉内碳势)、火焰燃烧炉(使炉气呈还原性)。 不锈钢板化工配置制造范畴是什么? 1.煤油化工配置制造。用户主要需求是,材质1Cr18Ni9Ti、规格φ108mm~φ325mm不锈钢无缝管,主要用于压力流体运送管线,其管坯以进口为主、国产为辅。 2.染料化工配置制造。用户主要需求是,材质304、316、316L、310S等300系列,厚度0.7mm~3.0mm冷轧不锈钢薄板和厚度4mm、5mm、6mm、8mm热轧不锈钢中板;材质1Cr18Ni9Ti,规格φ25mm~φ80mm不锈钢无缝管;相干配套的不锈钢紧固件、水暖件。上述材料主要用于常压流体运送管线及种种罐、釜。 3.医药化工配置制造。用户主要需求是,材质304、309S、316、321等300系列,厚度0.7mm~3.0mm冷轧不锈钢薄板和厚度20mm~50mm热轧不锈钢中板;材质1Cr18Ni9Ti、规格φ25mm~φ80mm不锈钢无缝管;配套用的不锈钢紧固件、水暖件。
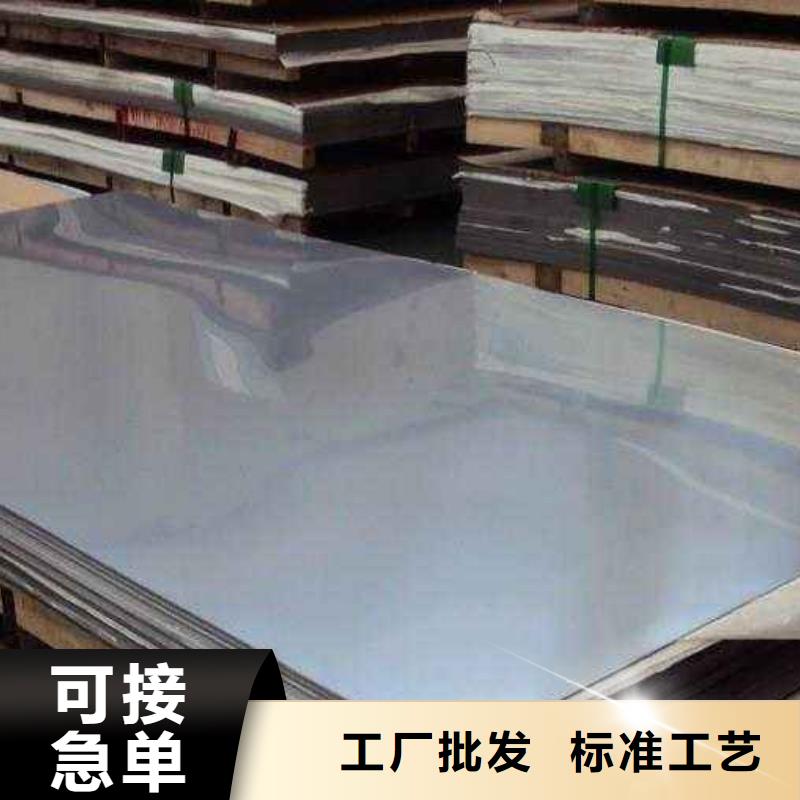
不锈钢基本表面分类是怎样的? 雾面:2B 冷轧后经热处理、酸洗,再以精轧加工使表面为适度光亮。由于表面光滑,易于再研磨,使表面更加光亮,用途广泛,如餐具、建材等。 亮面:BA 冷轧后经实施辉面热处理,表面更为光亮,常用于电器、厨具及建筑装饰等。 原面:NO.1 热轧后经热处理、酸洗,常用于一般耐热耐蚀,如化学槽等,厚度较厚2.0MM-8.0MM。 钝面:2D 冷轧后经热处理、酸洗,其材质柔软,表面呈银白色光泽,用于深冲压加工,如汽车构件、水管等。 毛丝面:HAIR LINE 以适当粒度研磨材料以造成连续条纹加工,常用于建筑装饰如电梯、扶梯等,用途极广。 细砂:NO.4 以粒度150-180号研磨材料加工,常用于牛奶食品加工设备、医疗设备等。 粗砂:NO.3 以粒度100-120号研磨材料加工,常用于牛奶食品加工设备、厨房用具。
在疾驰而来的移动互联时代,我们秉承专业、敬业、创新的发展理念,坚持以客户为本、以信用为先的服务准则,用心解决用户z u i迫切、z u i实际的需求,以优质的 不锈钢焊管产品、先进的技术为用户提供完美的服务。承德双滦昌盛源金属制品有限公司本着“高标准、前沿、精准、求实”的品牌精神,打造专属于我们自己的企业品牌,为您提供更为专业、优质的服务。我们立足于客户,致力于客户的满意与成功,我们创新求实,基于事实,敢于想象,用于探索,只为更好地为您服务。
不锈钢板焊接常会发生什么问题? 一、气孔 焊缝金属产生的气孔可分为:内部气孔,表面气孔,讨论气孔。 (1)内部气孔:有两种形状。一种是球状气孔多数是产生在焊缝的中部。产生的缘故原由: a)焊接电流过大; b)电弧过长; c)运棒速度太快; d)熔接部位不干净; e)焊条受潮等。 上述造成气孔缘故原由如举行恰当调解和过细焊接工艺及操作办法,就可以得到。 (2)表面气孔:产生表面气孔的缘故原由和解决办法: a)母材含C、S、Si量高容易出现气孔。其手段或是变更母材,或是采用低氢渣系的焊条。 b)焊接部位不干净也容易产使气孔。因此焊接部位要求在焊接前打扫油污,铁锈等脏物。利用低氢焊条焊接时要求更为严格。 c)焊接电流过大。使焊条后半部药皮变红,也容易产使气孔。因此要求采取适宜的焊接范例。焊接电流限度以焊条尾部不红为宜。 d)低氢焊条容易吸潮,因此在利用前均需在350℃的温度下烘烤1小时左右。否则也容易出现气孔。 (3)焊波讨论气孔:利用低氢焊条每每容易在焊缝讨论处出现表面和内部气孔,其手段:焊波讨论时,应在焊缝的前进偏向距弧坑9~10mm处开始引弧,电弧燃烧后,先作反向运棒返向弧坑位置,作充实熔化再前进,或是在焊缝处引弧就可以防止这种范例的气孔产生。 二、漏洞 (1)刚性漏洞:每每在焊接当中发明焊缝通身的纵漏洞,主要是在焊接时产生的应力造成的。在下列环境下焊接应力很大: a)被焊结构刚性大; b)焊接电流大,焊接速度快; c)焊缝金属的冷却速度太快。 因而在上述的环境下很容易产生纵向的长漏洞。手段:采用合理的焊接序次大概在大概的环境下工件预热,减低结构的刚性。特厚板和刚性很大的结构应采用低氢焊条利用适合的电流和焊速。 (2)碳、硫元素造成的漏洞:被焊母材的碳和硫高或偏析大时容易产生漏洞。手段:将焊件预热,或用低氢焊条。 (3)毛隙漏洞:毛隙漏洞是在焊敷金属内部产生,不发展到外部的毛状微细漏洞。思量是焊敷金属受赶快冷却而脆化,局部产生应力及氢气的影响。对此的办法是:使其焊件的冷却速度迟钝些,大概的条件下焊件举行预热,大概利用低氢焊条可得到得意的。 三、电弧产生偏吹 利用低氢焊条在直流电焊机上焊接时每每产生偏吹征象。可以用下面办法。 (1)地线放在电弧偏吹的偏向。 (2)地线分成两个以上。 (3)顺着电弧偏吹的偏向举行焊接。 (4)采取短弧操作。
不锈钢板品质保证_昌盛源金属制品(双滦区分公司),固定电话:【18762195566】,移动电话:【0527-88266222】,联系人:邹经理,东方钢材城 发货到 河北省 承德市 双桥区、双滦区、鹰手营子矿区、兴隆县、平泉市、滦平县、隆化县。











