以下是:绗磨管以诚为本欢迎咨询的产品参数绗磨管以诚为本欢迎咨询,九冶管业(上杭县分公司)专业从事绗磨管以诚为本欢迎咨询,联系人:李经理,电话:0527-88266222、18762195566,QQ:1958857549,发货地:丁块工业园,以下是绗磨管以诚为本欢迎咨询的详细页面。 福建省,龙岩市,上杭县 宋淳化五年(994年),置上杭县。明成化十四年(1478年),划出六图置永定县。1997年,隶龙岩市。上杭县是的革命老区,是第二次国内革命战争时期中央苏区核心区域之一,还是客家人的重要祖籍地之一以及客家迁徙路径的重要中转站。有全国重点文物保护单位4处、地理标志产品上杭乌梅、上杭萝卜干。上杭县是全国科技进步先进县、农产品质量县、园林县城、全国文明城市、全国双拥模范城。、“四好农村路”全国示范县、全国百强县。
以下是我们上传的绗磨管以诚为本欢迎咨询实拍视频,您可以点击观看。以下是:绗磨管以诚为本欢迎咨询的图文介绍
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
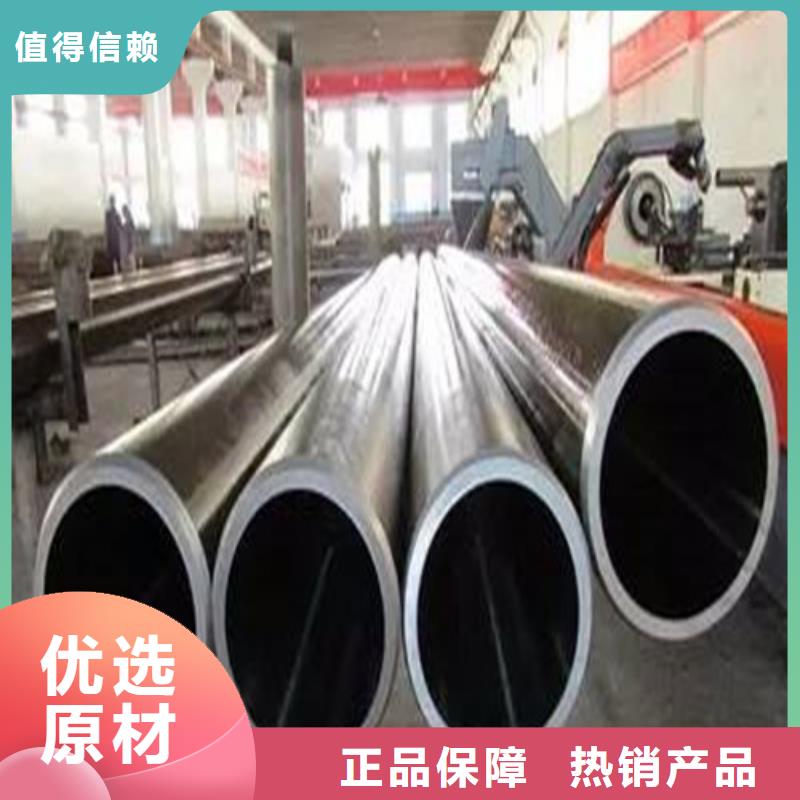
对于45#绗磨管比较高压的区域来说的话,是使用上会更加的适用,在工作过程中是属于低噪音,这也是油缸筒精密制造后的特点之一,还能有效的降低油缸筒在动力上出现的损失,如果是环境比较恶劣的情况下,精密制造后的油缸筒也可以正常工作。我厂是一家专业生产绗磨管的企业,有气动缸筒系列,液压绗磨管系列,高精度冷拔钢管等绗磨管产品产高精度冷拔管──液压缸体与传统的切削工艺比较,具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。
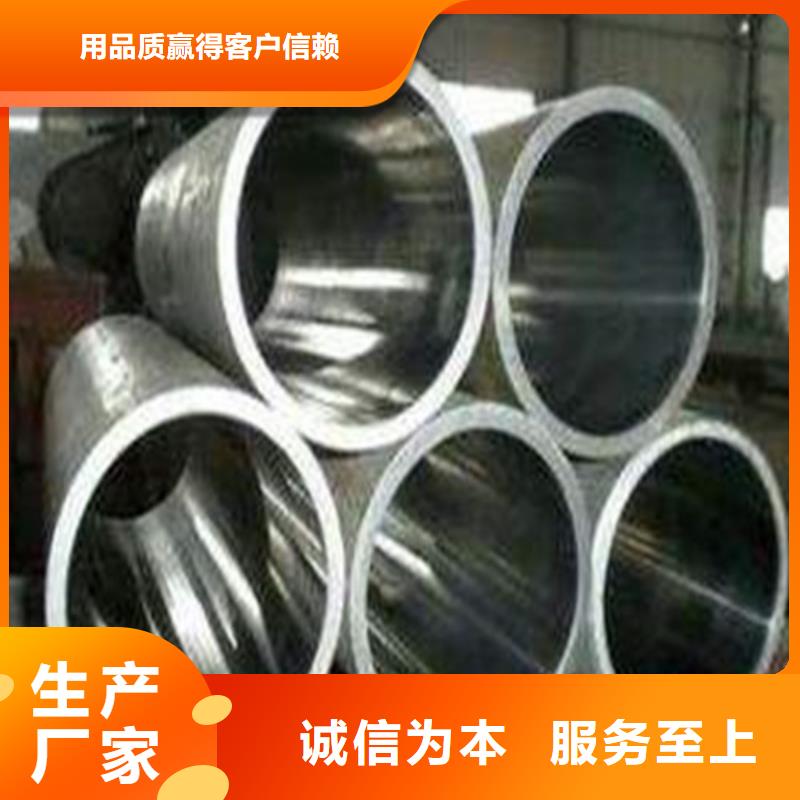
绗磨管的优点1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
珩磨管加工特点加工精特别是一些中小型的通孔,其圆柱度可达 0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔(孔径在200mm以上),圆度也可达 0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之 外,会产生偏差,特别是小孔加工,磨削精度更差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零 件端面与轴线的垂直度(面板安装在冲程托架上,调整使它与旋转主轴垂直,零件靠在面板上加工即可)。
龙岩上杭九冶管业有限公司已荣获 “高新技术企业”、“工业企业质量标杆”、“龙岩上杭质量奖”、“龙岩上杭产品”、龙岩上杭“守合同重信用企业”,公司在消化、吸收国内外起重机先进的 精密钢管设计理念和制造技术的基础上,全力对 精密钢管进行改型设计,与国际同类产品接轨,占领市场制高点。
绗磨管以诚为本欢迎咨询_九冶管业(上杭县分公司),固定电话:18762195566,移动电话:0527-88266222,联系人:李经理,QQ:1958857549,丁块工业园 发货到 福建省 龙岩市 新罗区、长汀县、永定区、上杭县、武平县、连城县、漳平市。











