
以下是:冷拔钢管厂家数十年行业经验的产品参数您是想要在朔州市右玉县采购高质量的冷拔钢管厂家数十年行业经验产品吗?盛亿伟业金属制品(右玉县分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的冷拔钢管厂家数十年行业经验产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:桑航-【17768165506】,地址:《经济开发区桑海工业园》。 山西省,朔州市,右玉县 2019年,右玉县地区生产总值同比增长10.6%;规模以上工业增加值增长10.4%;固定资产投资增长10%;社会消费品零售总额增长8%;一般公共预算收入完成4.4亿元,增长3.55%;城镇、农村常住居民人均可支配收入分别达到26568元、9106元,增长9.4%、15.7%。2020年,完成地区生产总值85.3亿元,增长1.4%。
想了解冷拔钢管厂家数十年行业经验产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:冷拔钢管厂家数十年行业经验的图文介绍
①冷拔前应对原材料进行必要的检验。对钢号不明或无出厂证明的钢材,应取样检验。遇截面不规整的扁圆、带刺、过硬、潮湿的钢筋,不得用于拔制,以免损坏拔丝模和影响质量。钢筋冷拔前必须经轧头和除锈处理。除锈装置可以利用拔丝机卷筒和盘条转架,其中,设3~6个单向错开或上下交错排列的带槽剥壳轮,钢筋经上下左右反复弯曲,即可除锈。亦可使用与钢筋直径基本相同的废拔丝模以机械方法除锈。②为方便钢筋穿过拔丝模,钢筋头要轧细一段(长150~200 mm),轧压至直径比拔丝模孔小0.5~0.8 mm,以便顺利穿过模孔。为减少轧头次数,可用对焊方法将钢筋连接,但应将焊缝处的凸缝用砂轮锉平磨滑,以保护设备及拉丝模。
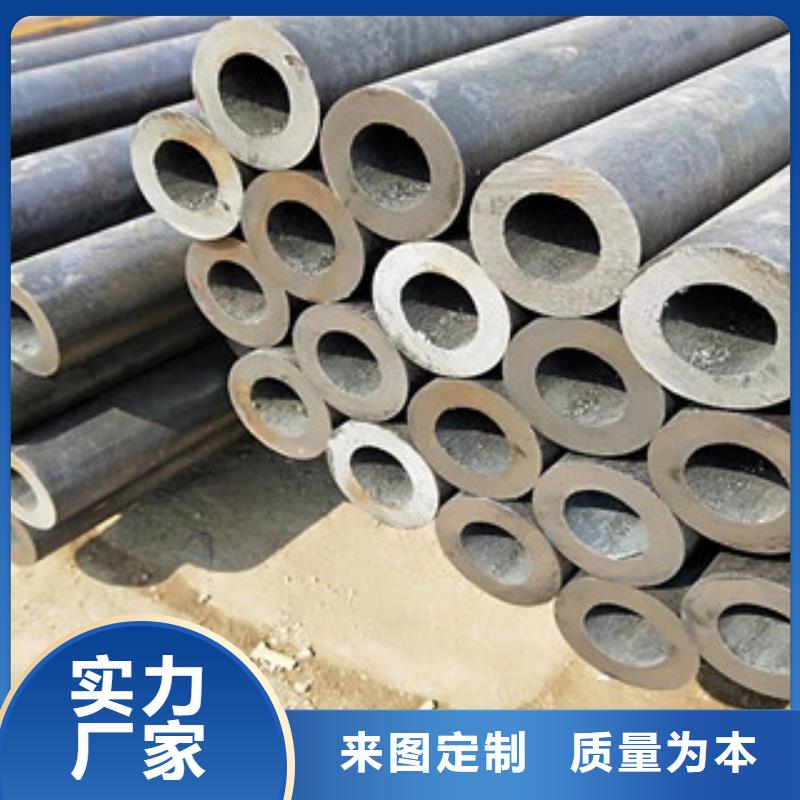
若欲获得尺寸更小和质量更好的小口径无缝钢管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。优质碳素结构钢冷拨无缝管,主要用10号、20号、35号、45号钢制造,除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。冷拔无缝钢管重量计算公式:(外径-壁厚)*壁厚*0.02466=kg/米(每米的重量)
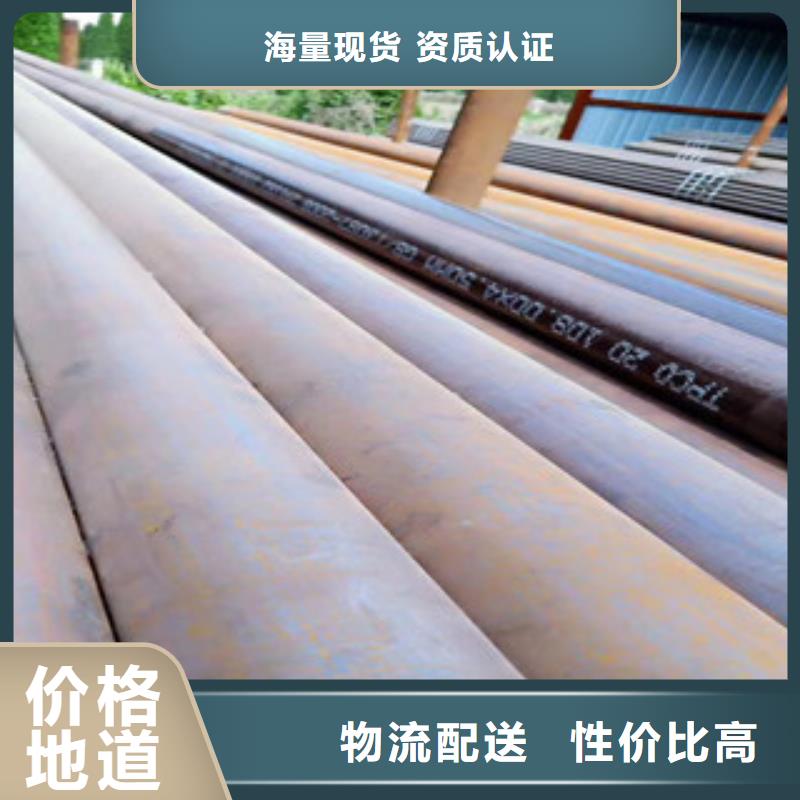
6.1、按机构性能供应的国产无缝管,普通碳素钢按GB/T700-88的甲类钢制造(但必须保证含硫量不超过0.050%和含磷量不超过0.045%),其机械性能应符合GB8162-2008表内所规定的数值。6.2、按水压试验供应的国产无缝管必须保证标准所规定的水压试验。6.3、进口无缝管的物理性能检验按合同规定的有关标准进行。
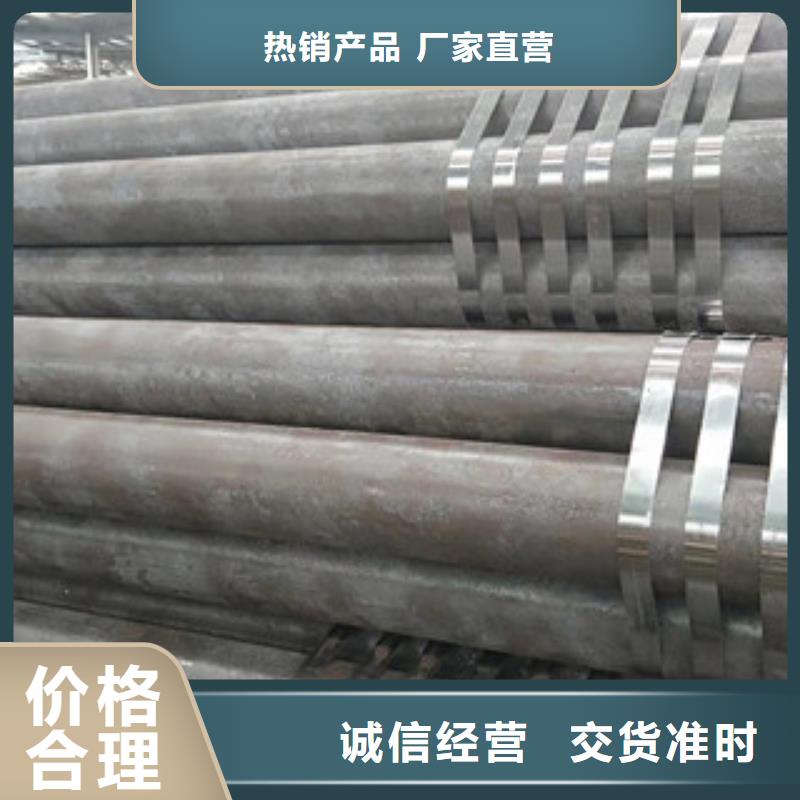
(1)由于坯料加热质量欠佳或终轧温度偏低等因素的影响,钢管存在残余应力等缺陷,经过毛管退火后,钢管残余应力,改善内部组织,提高塑性,便于冷拔加工变形。(2)钢管修磨后,修磨部位出现加工硬化,应力集中,修磨面硬度增高,塑性下降,变形抗力增加。毛管修磨后再退火,就可由于修磨造成的加工硬化和应力集中,修磨部位能获得同其它部位同样好的塑性,便于加工变形。(3)毛管修磨后退火,必须符合退火工艺要求,使毛管受热均匀且透心,以使其缺陷部位组织状态得以充分恢复。内应力,降低硬度,提高塑性。
朔州右玉盛亿伟业金属制品有限公司坐落于经济开发区桑海工业园,公司主要产品有 精密钢管。公司自成立之处,即秉承客户至上,质量至上,诚信为本”的宗旨,产品遍及各地。多年来,公司积j i倡导:以客户为目的,以市场为导向,积j i开拓市场。公司凭借产品的质量、良好的信誉、优良的服务、合理的价格获得了客户的信赖和好评。实现了公司业务的长期发展。
在朔州市右玉县采购冷拔钢管厂家数十年行业经验请认准盛亿伟业金属制品(右玉县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:桑航-【17768165506】,地址:经济开发区桑海工业园)。












