

以下是:无缝钢管个性化定制的产品参数无缝钢管个性化定制,功诚钢管制造(新化县分公司)为您提供无缝钢管个性化定制,联系人:姜培功,电话:【0527-88266888】、【17768165506】,请联系功诚钢管制造(新化县分公司),发货地:高新技术产业开发区。 湖北省,娄底市,新化县 新化县,隶属湖南省娄底市。位于湖南中部,资江中游,雪峰山北段的东南麓(古称梅山)。地处北纬27°31′~28°14′,东经110°45′~111°41′,辖区总面积3642平方公里,辖3个街道,18个镇,7个乡,2个国有林场,1个经济开发区。截至2022年末,新化县常住人口为116.17万人。
我们为您准备了无缝钢管个性化定制产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:无缝钢管个性化定制的图文介绍我厂采用先进的生产技术及科学管理制度,秉承诚信、保质、热情的服务宗旨,深得广大客户的好评。娄底新化功诚钢管制造有限公司将一如既往的严格执行各项标准,不断提高 圆钢厂家产品质量和服务,使我们的 圆钢厂家产品成为您的选择,愿我们用优质的 圆钢厂家产品和真诚的服务与您建立长久友好的合作关系。真诚欢迎各新老客户光临洽谈,携手合作共创辉煌。
无缝钢管冷拔方法:
制造高精度冷拔管──液压油缸体与传统式的钻削加工工艺较为,具备下列特性:
(1)制造率:用传统式的方式制造一根公称直径420mm,12米长的缸套需154钟头,用冷拔方式制造只需4分鐘。
(2)产出率高:因为镗孔的滚压头兼起导向性功效,在钻削全过程中,毛胚管因为重量造成刚度,导致滚压头和镗刀走偏,导致废料。产出率只有超过60%上下,而用冷拔方式制造,产出率达到95%左右。
(3)金属材料使用率高:用传统式的镗孔方式生产制造发动机缸体,金属材料使用率只能50-70%。用拉拨方式制造时,金属材料不仅不被钻削成铁末,反倒能够获得30%的拓宽,金属材料使用率达到95%。
(4)能改进制成品管金属材料的物理性能:用拉拨方式制造,使毛胚获得30%左右的塑性形变,因为冷作硬化进而制成品管金属材料的抗压强度限大幅。一般在制成品管里层抗压强度限达60%。高精度冷拔管是用无缝拼接热轧钢管、直缝钢管为胚料,历经有机化学解决后在专用型冷拔机里,根据特殊形变基本原理设计方案的磨具开展拉拨,制造出高精度管。其规格精密度达H10~H8,平行度达0.35~0.5mm/m,粗糙度达Ra1.6-0.4。
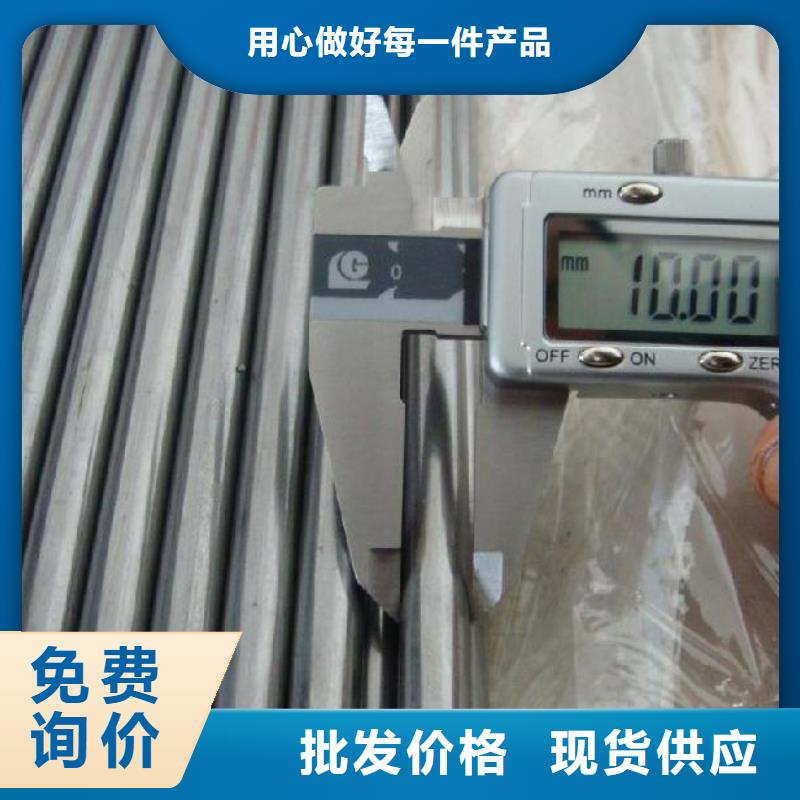
1 外径和壁厚
钢管分热轧(挤压、扩)和冷拔(轧)两种。其外径和壁厚应符合GB/T 17395 的规
定。
2 外径和壁厚的允许偏差
钢管外径和壁厚的允许偏差应符合表1 的规定。当需方事先未在合同中注明钢管尺
寸允许偏差时,钢管外径和壁厚的允许偏差按普通级供货。
根据需方要求,经供需双方协商,并在合同中注明,可生产表1 规定以外尺寸允许
偏差的钢管。
表1 外径和壁厚的允许偏差
允许偏差
钢管种类 钢管尺寸mm
普通级 高级
<50 ±0.50mm ±0.40mm
外径D
≥50 ±1% ±0.75%
<4
±12.5%(小值为
±0.40mm)
±10%(小值为
±0.30mm)
≥4~20
+15%
-12.5%
±10%
热轧(挤压扩)管
壁厚s
>20 ±12.5% ±10%
6~10 ±0.20mm ±10%
>10~30 ±0.40mm ±0.10mm
>30~50 ±0.45mm ±0.20mm
外径D
>50 ±1% ±0.5%
冷拔(轧)管
壁厚s ≤1 ±0.15mm ±0.12mm
第 7 页
>1~3
+15%
-10%
±10%
>3
+12.5%
-10%
±10%
注:对外径不小于351mm 的热扩管,壁厚允许偏差为±18%
无缝化钢管的生产工艺:无缝钢管的无缝化主要是通过张力减径来完成的,张力减径过程是空心母材不带芯棒的连续轧制过程。在保证母管焊接质量的前提下,焊管张力减径工艺是将焊管整体加热到950摄氏度以上,再经张力减径机(张力减径机共有24道次)轧制成各种外径与壁厚的成品管,采用此工艺所生产的热轧钢管与普通的高频焊管有本质的区别,通过加热炉加热后其焊缝与母体的金相组织和机械性能可以达到完全一致此外 ,通过多道次的张力减径机轧制和自动控制使得钢管的尺寸精度(尤其是管体圆度和壁厚精度)优于同类无缝管。1)精密无缝管主要品种:DIN系列高精度无缝钢管精密无缝管、液压系统专用精密无缝管、汽车制造专用精密无缝管
无缝钢管真空淬火工艺过程:无缝钢管真空淬火真空淬火炉按冷却方法分为油淬和气淬两类,按工位数分为单室式和双室式。真空油淬炉都是双室的,后室置电加热元件,前室的下方置油槽。工件完成加热、保温后移入前室,关闭中门后向前室充入惰性气至大约2.66%26times;10~1.01%26times;10Pa(200~760mm柱),入油。油淬易引起工件表面变质。由于表面活性大,厚壁无缝钢管,在短暂的高温油膜作用下即可发生显著薄层渗碳,此外,碳黑和油在表面的粘附对简化热处理流程很不利。真空淬火技术的发展主要在于研制性能优良、工位单一的气冷淬火炉。前述双室式炉亦可用于气淬(在前室喷气冷却),但双工位式的操作使大批量装炉的生产发生困难,也易在高温移动中引起工件变形或改变工件方位增加淬火变形。单一工位的气冷淬火炉是在加热保温完成后在加热室内喷气冷却。气冷的冷速不如油冷快,也低于传统淬火法中的熔盐等温、分级淬火。因而,不断提高喷冷室压力,增大流量,以及采用摩尔质量比氮的惰性气体氦和氢,是当今真空淬火技术发展的主流。70年代后期将氮气喷冷的压力从(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷却能力接近于常压下的油冷。80年代中期出现超过高压气淬,用(10~20)%26times;10Pa的氦,冷却能力等于或略高于油淬,已进入工业实用。90年代初采用40%26times;10Pa的氢气,接近水淬的冷却能力,尚处于起步阶段。工业发达已进展到以高压(5~6)%26times;10Pa气淬为主体,而中国产气淬一些金属的蒸气压(理论值)与温度的关系则尚处于一般加压气淬(2%26times;10Pa)型阶段。
无缝钢管个性化定制,功诚钢管制造(新化县分公司)为您提供无缝钢管个性化定制的资讯,联系人:姜培功,电话:【0527-88266888】、【17768165506】,发货地:高新技术产业开发区。











