
以下是:优惠的绗磨管实体厂家的产品参数在锦州市黑山县采购优惠的绗磨管实体厂家请认准九冶管业(黑山县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-18762195566,QQ:1958857549,地址:丁块工业园)。 辽宁省,锦州市,黑山县 黑山县,隶属辽宁省锦州市,位于辽宁省西部,锦州市东北端。地处东经121°49′至122°36′,北纬41°29′至42°08′之间。全县面积2498平方千米。黑山县处于温带半湿润区内,属温带大陆性季风气候。截至2021年10月,黑山县辖2个街道、15个镇、4个乡,另辖1个乡级单位。县人民政府驻黑山街道。截至2022年1月,黑山县人口64.38万人。
优惠的绗磨管实体厂家的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。以下是:优惠的绗磨管实体厂家的图文介绍
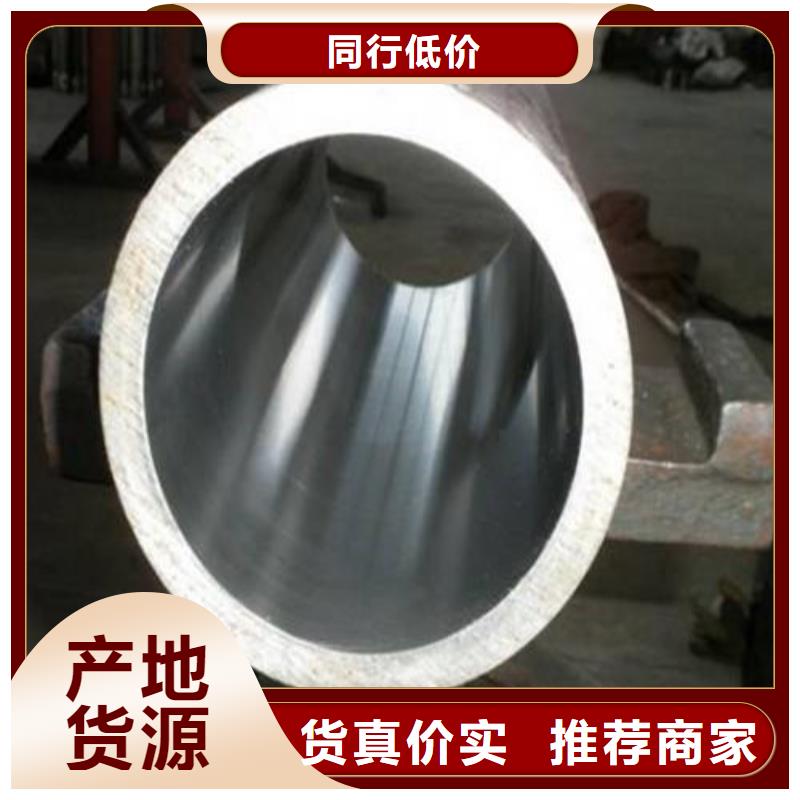
珩磨管加工特点加工精度特别是一些中小型的通孔,其圆柱度可达 0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔(孔径在200mm以上),圆度也可达 0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之 外,会产生偏差,特别是小孔加工,磨削精度更差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零 件端面与轴线的垂直度(面板安装在冲程托架上,调整使它与旋转主轴垂直,零件靠在面板上加工即可)。表面质量好
表面为交叉网纹, 有利于润滑油的存储及油膜的保持。有较高的表面支承率(孔与轴的实际接触面积与两者之间配合面积之比),因而能承受较大载荷,耐磨损,从而提高了产品的使 用寿命。珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热 损伤和变质层,变形小。珩磨加工面几乎无嵌砂和挤压硬质层。
锦州黑山九冶管业有限公司的宗旨是:平等互利,共创双赢,我们的目标是:提供高品质,高服务,坚持客户为主的原则,为广大客户提供 精密钢管服务。本厂有训练有素的员工及管理队伍,有多位 精密钢管工程师,不但确保 精密钢管产品品质。在产品设计、产品制造、工程设计、产品使用、售后服务五个层面解决客户使用流程中所有问题。
液压油缸结构缸筒与缸盖怎样连接对于压力较高、缸壁较厚和缸径较大(φ63mm~φ320mm)的液压缸,其端盖与缸筒采用内卡键式联结的结构,具有重量轻、外形尺寸小、加工简单和拆装方便等优点。如检修活塞更换密封、维修导套等十分方便,同时,端盖具有径向浮动的特点,使活塞杆不易产生卡紧现象。1、结构设计采用弹性挡圈2防止端盖向缸筒里面移动;而图b是采用压环2和螺钉4防止端盖向缸筒里面移动。结构适合于速度比较低(即活塞杆直径比较小)的液压缸。这种结构在缸筒内径和压环外径呈阶梯形状,通过控制其与缸体高度方向的相关尺寸公差,使压环以轴肩支承在缸体上,依靠预紧螺栓4拉紧缸盖,确保在液压缸无负载时就使卡键与键槽在承载侧靠合,配合间隙并形成预压,从而将端盖1、压环2、卡键3和缸体5组成一个有机的整体。
珩磨管加工工艺
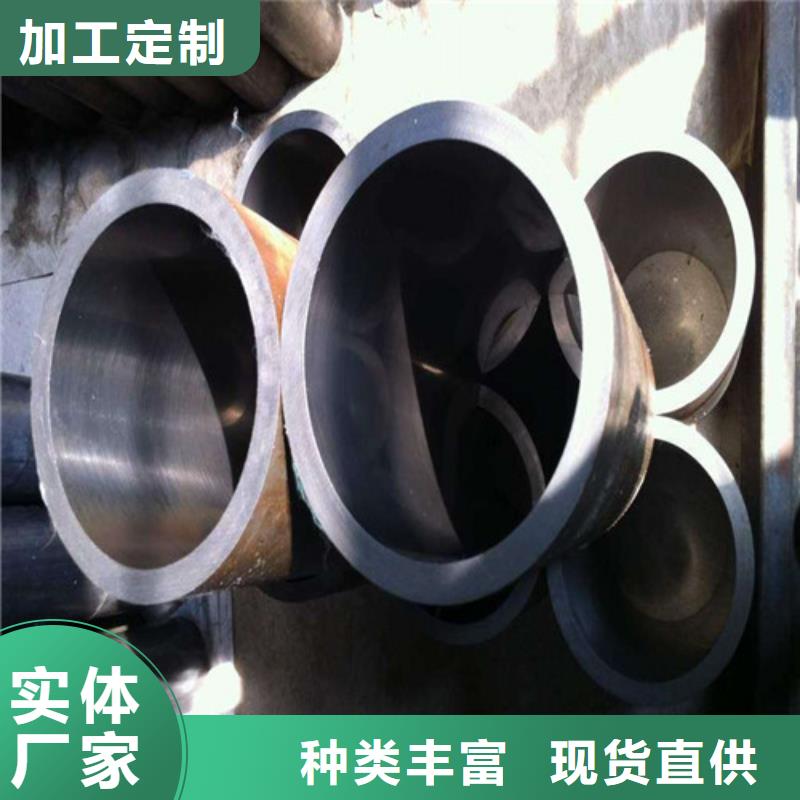
一种珩磨管的加工工艺,尤其是抗拉强度不低于1140MPa、屈服强度不低于1030MPa、伸长率不低于16%、延伸率不低于38%,且对珩磨管加工精度要求较高的珩磨管的加工工艺。采用的加工工艺是选用合适尺寸的TC4钛合金棒材,通过开坯、自由锻及热处理工艺,矫直、打深孔、珩磨、车外圆抛光等步骤完成规定尺寸及要求的珩磨管的加工过程,加工过程简单且成本低廉,满足了我国航空航天、压力机械等领域中对高性能珩磨管的使用要求。
珩磨管的加工工艺,其特征在于,珩磨管的加工工艺步骤为: a)选料:选用符合标准的合适尺寸的金属材质棒材作为加工珩磨管的原料棒材; b)开坯、自由锻及热处理工艺:对原料棒材采用开坯、自由锻及热处理工艺进行加工; c)矫直:对处理后的原料棒材进行锻锤矫直; d)打深孔:在原料棒材上打出合适尺寸的通孔后制成管材; e)珩磨:采用珩磨油石对管材的通孔进行珩磨加工,使得管材的通孔满足珩磨管所要求的尺寸及加工精度要求; f)车外圆刨光:采用车床对管材的外壁及端面进行车加工及刨光,使得管材的外径达到珩磨管要求的尺寸及加工精度要求,完成珩磨管的制作。
选购优惠的绗磨管实体厂家来锦州市黑山县找九冶管业(黑山县分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-18762195566,{QQ:1958857549},地址:[丁块工业园]。











