

以下是:买绗磨管请到绗磨管厂家的产品参数买绗磨管请到绗磨管厂家,九冶管业(富县分公司)为您提供买绗磨管请到绗磨管厂家,联系人:李经理,电话:0527-88266222、18762195566,QQ:1958857549,请联系九冶管业(富县分公司),发货地:丁块工业园。 陕西省,延安市,富县 2022年,富县实现地区生产总值92.582亿元,分产业看,产业增加值24.885亿元,第二产业增加值38.765亿元,第三产业增加值28.932亿元。
想要一睹买绗磨管请到绗磨管厂家产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。以下是:买绗磨管请到绗磨管厂家的图文介绍
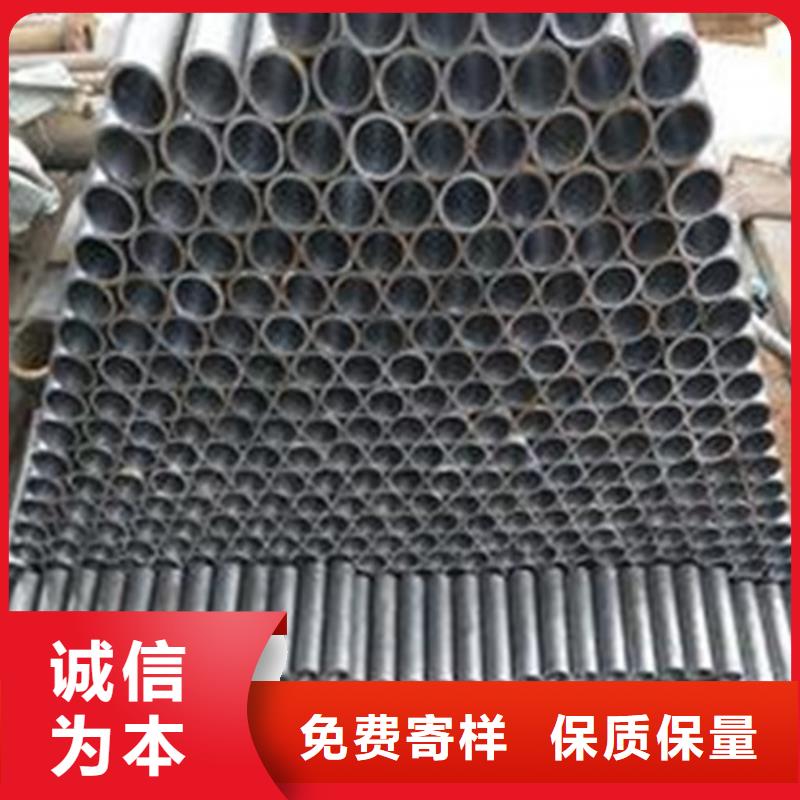
珩磨管加工特点加工精度特别是一些中小型的通孔,其圆柱度可达 0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔(孔径在200mm以上),圆度也可达 0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之 外,会产生偏差,特别是小孔加工,磨削精度更差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零 件端面与轴线的垂直度(面板安装在冲程托架上,调整使它与旋转主轴垂直,零件靠在面板上加工即可)。表面质量好
表面为交叉网纹, 有利于润滑油的存储及油膜的保持。有较高的表面支承率(孔与轴的实际接触面积与两者之间配合面积之比),因而能承受较大载荷,耐磨损,从而提高了产品的使 用寿命。珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热 损伤和变质层,变形小。珩磨加工面几乎无嵌砂和挤压硬质层。
延安富县九冶管业有限公司主要生产经营: 精密钢管我公司为使产品更加符合客户需求,公司实行一套完整标准的售前,售中,售后服务。公司为客户提供定制化服务。我们公司始终遵循“质量为主,客户至上,诚信为本”的经营理念。致力于提供高品质的产品,完善的售后服务,快捷的供货。无论您身处何方,都能感受到我们专业技术人员迅捷优良的服务。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电垂询。
液压油缸结构缸筒与缸盖怎样连接对于压力较高、缸壁较厚和缸径较大(φ63mm~φ320mm)的液压缸,其端盖与缸筒采用内卡键式联结的结构,具有重量轻、外形尺寸小、加工简单和拆装方便等优点。如检修活塞更换密封、维修导套等十分方便,同时,端盖具有径向浮动的特点,使活塞杆不易产生卡紧现象。1、结构设计采用弹性挡圈2防止端盖向缸筒里面移动;而图b是采用压环2和螺钉4防止端盖向缸筒里面移动。结构适合于速度比较低(即活塞杆直径比较小)的液压缸。这种结构在缸筒内径和压环外径呈阶梯形状,通过控制其与缸体高度方向的相关尺寸公差,使压环以轴肩支承在缸体上,依靠预紧螺栓4拉紧缸盖,确保在液压缸无负载时就使卡键与键槽在承载侧靠合,配合间隙并形成预压,从而将端盖1、压环2、卡键3和缸体5组成一个有机的整体。
在 大多数情况下,珩磨头与机床主轴之间或珩磨头与工件夹具之间是浮动的。这样,加工时珩磨头以工件孔壁作导向。因而加工精度受机床本身精度的影响较小,孔表 面的形成基本上具有创制过程的特点。所谓创制过程是油石和孔壁相互对研、互相修整而形成孔壁和油石表面。其原理类似两块平面运动的平板相互对研而形成平面 的原理。珩磨时由于珩磨头旋转并往复运动或珩磨头旋转工件往复运动,使加工面形成交叉螺旋线切削轨迹,而且在每一往复行程时间内珩磨头的 转数不是整数, 因而两次行程间,珩磨头相对工件在周向错开一定角度,这样的运动使珩磨头上的每一个磨粒在孔壁上的运动轨迹亦不会重复。此外,珩磨头每转一转,油石与前一 转的切削轨迹在轴向上有一段重叠长度,使前后磨削轨迹的衔接更平滑均匀。这样,在整个珩磨过程中,孔壁和油石面的每一点相互干涉的机会差不多相等。因此, 随着珩磨的进行孔表面和油石表面不断产生干涉点,不断将这些干涉点磨去并产生新的更多的干涉点,又不断磨去,使孔和油石表面接触面积不断增加,相互干涉的 程度和切削作用不断减弱,孔和油石的圆度和圆柱度也不断提高,后完成孔表面的创制过程。为了得到更好的圆柱度,在可能的情况下,珩磨中经常使零件掉头, 或改变珩磨头与工件轴向的相互位置。
在延安市富县采购买绗磨管请到绗磨管厂家请认准九冶管业(富县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-18762195566,QQ:1958857549,地址:丁块工业园)。











