
以下是:不锈钢复合管护栏_不锈钢复合管护栏现货直发的产品参数不锈钢复合管护栏_不锈钢复合管护栏现货直发,珺豪金属制品有限公司(平顶山分公司)为您提供不锈钢复合管护栏_不锈钢复合管护栏现货直发产品案例,联系人:胡经理,电话:0527-88266222、17768165506,QQ:1747188098,发货地:经济开发区汇通物流园。 河南省,平顶山市 平顶山市,河南省辖地级市,地势西高东低,呈梯形展布,处于暖温带和北亚热带气候交错的边缘地区,总面积7882平方千米。截至2022年10月,全市辖4个区、4个县,代管2个县级市。截至2022年末,平顶山市常住人口496.1万人。
文字或许能描绘不锈钢复合管护栏_不锈钢复合管护栏现货直发产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!以下是:不锈钢复合管护栏_不锈钢复合管护栏现货直发的图文介绍
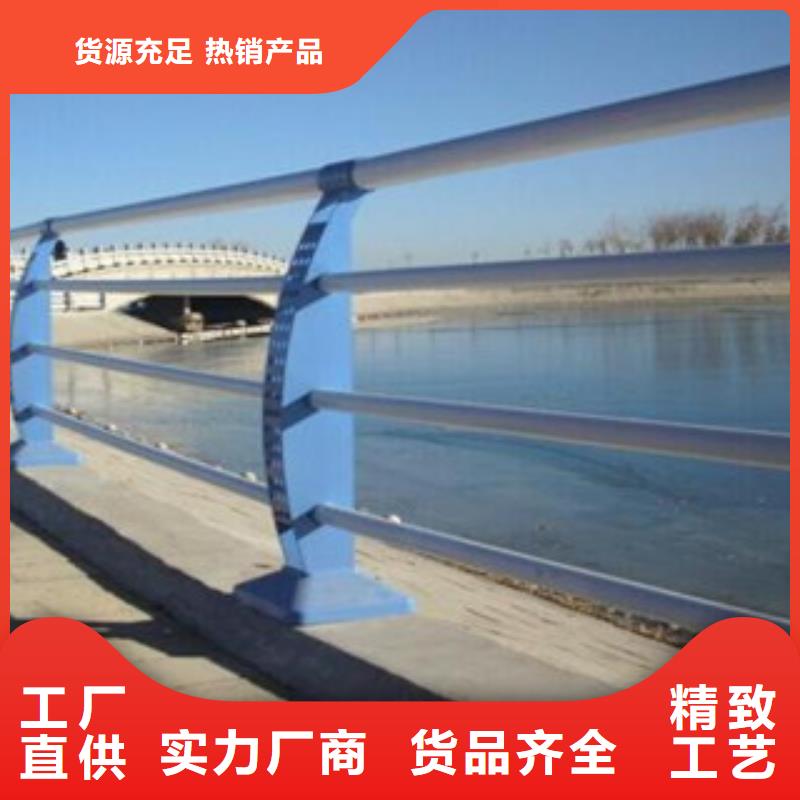
河南平顶山珺豪金属制品有限公司自成立以来,坚持以守诚、便捷、资源整合、促进行业为理念,坚守主业、专注副业,深挖 不锈钢复合管护栏厂家上下游产业结构,以行业领军为愿景,为 不锈钢复合管护栏厂家行业的发展为使命,狠抓管理、认真学习、专业培训,打造出一支专业化团队,成为了行业的新星。
不锈钢复合焊接要领
1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min.
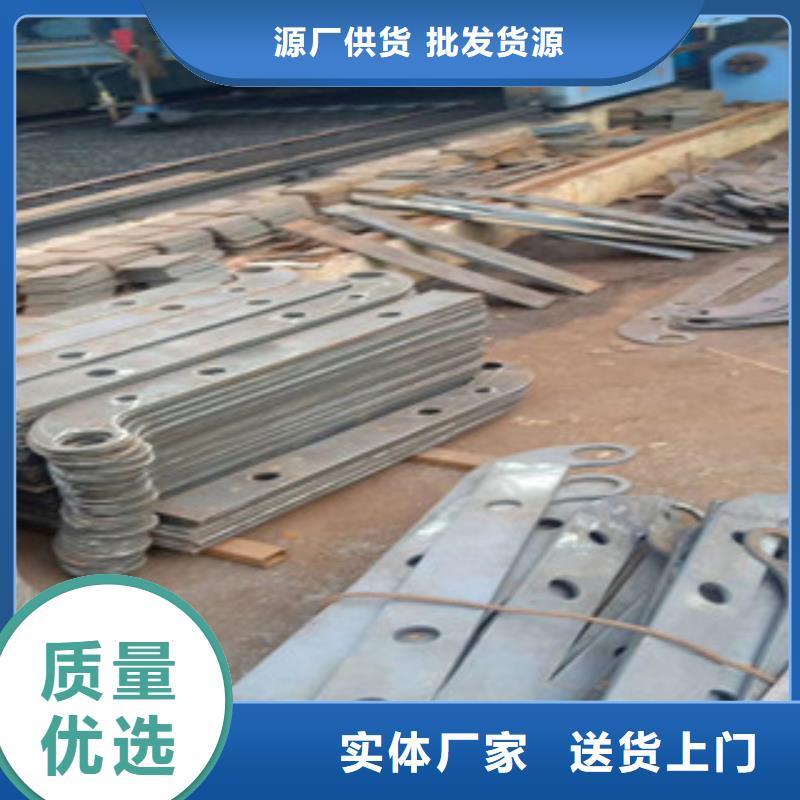
2.将对焊处两端磨坡口。
3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。
4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。
不锈钢复合管焊接要点及注意事项
1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。
2.不锈钢复合管利用氩弧焊焊接,具有焊缝成型美观,焊接变形量小的特点。
3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。
4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。
5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
6.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。
7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
8.为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。
9.防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。
目前铝合金桥梁护栏供大于求局面短期难改
在今年持续供需失衡的铝合金桥梁护栏市场,此前钢市表现良好多因“高需求”的拉动,而目前淡季因素萦绕市场,且此次钢厂限产执行力度仍在观望期,大概率或不及预期。故对钢市提涨动力恐仍有限。
目前铝合金桥梁护栏供大于求局面短期难改,而型钢仅在钢厂端挺价下开始走高,持续上涨还需进一步的利好落实,故预计钢价继续抬升仍有困难,或呈窄幅震荡趋势运行。唐山型钢市场交投氛围回暖,低价逐渐放量,但分析认为,钢价进一步抬升恐仍有困难。
现货市场价格小幅上扬,成交出现分化,京津地区略有降温,市场低价出货尚可,高价认可度明显减弱,价格上拉遇到阻力。南方市场天气转好,前期受压制的终端需求得以释放,个别地区一度火爆,但总体与昨日相比稍显逊色,高考季的来临对市场或多或少存在影响。
在河南省平顶山市采购不锈钢复合管护栏_不锈钢复合管护栏现货直发请认准珺豪金属制品有限公司(平顶山分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:胡经理-17768165506,QQ:1747188098,地址:经济开发区汇通物流园)。








