
以下是:不锈钢复合管护栏厂家现货销售的产品参数今年在长春市南关区购买不锈钢复合管护栏厂家现货销售有了新选择,珺豪金属制品有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的不锈钢复合管护栏厂家现货销售产品。如需购买或咨询,请随时联系我们,联系人:胡经理-17768165506,QQ:1747188098,地址:经济开发区汇通物流园发货到吉林省 长春市 南关区、宽城区、二道区、绿园区、双阳区、农安县、九台区、榆树市、德惠市。 吉林省,长春市,南关区 2021年,南关区地区生产总值494.50亿元,比上年增长7.6%,其中,产业增加值0.02亿元,第二产业增加值52.20亿元。第三产业增加值442.28亿元,比上年增长7.5%。
为您精心制作的不锈钢复合管护栏厂家现货销售产品视频已准备就绪,展示产品的各项功能和特点。请您抽出片刻时间观看,相信一定会给您带来意想不到的惊喜。以下是:不锈钢复合管护栏厂家现货销售的图文介绍长春南关不锈钢复合管护栏厂家珺豪金属制品有限公司长春南关不锈钢复合管护栏厂家的图文介绍
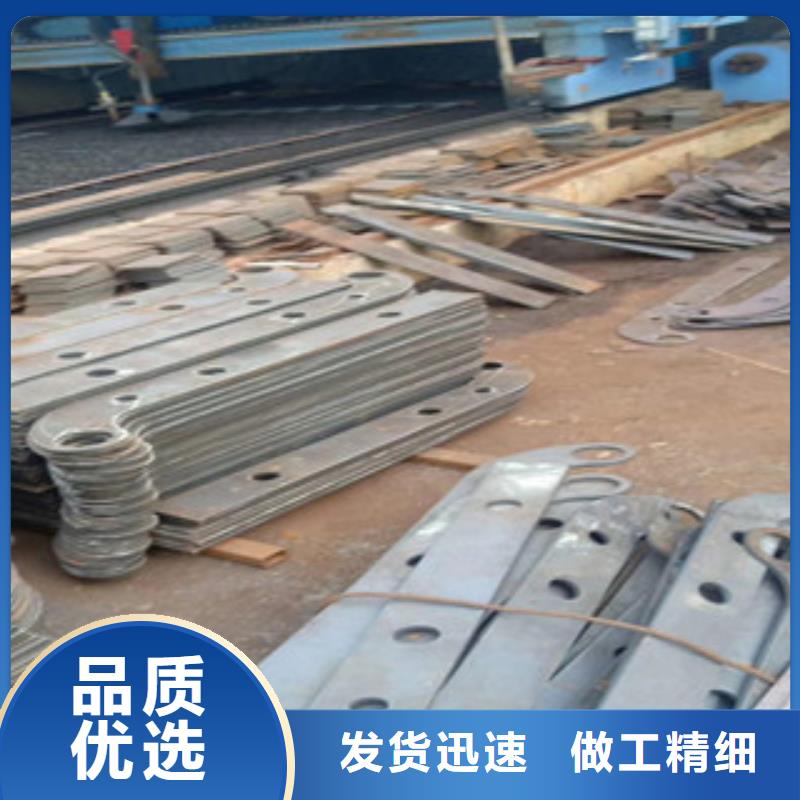
精选货源厂家直发
迄今长春南关珺豪金属制品有限公司 不锈钢复合管护栏厂家产品已经在全国几百个工程项目中得以应用,并且以其优异的质量和完善的服务体系以及合理的价格优势等赢得了广大客户的信赖和厚爱。公司已建立起遍布世界的完善的销售和售后服务网络体系, 不锈钢复合管护栏厂家产品畅销全国200多个城市,深受客户的欢迎和好评。
产品实拍图PRODUCT REAL SHOT DISPLAY不锈钢复合焊接要领
1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min.
2.将对焊处两端磨坡口。
3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。
4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。
不锈钢复合管焊接要点及注意事项
1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。
2.不锈钢复合管利用氩弧焊焊接,具有焊缝成型美观,焊接变形量小的特点。
3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。
4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。
5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
6.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。
7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
8.为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。
9.防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。
珺豪金属制品有限公司【0527-88266222】在长春市南关区本地专业从事不锈钢复合管护栏厂家现货销售,价格低,发货快,效果好 ([城市群])可送货上门。