

以下是:珩磨管_厂家批发_产地货源的产品参数珩磨管_厂家批发_产地货源_九冶管业有限公司(楚雄分公司),固定电话:18762195566,移动电话:0527-88266222,联系人:李经理,QQ:1958857549,丁块工业园 发货到 云南省楚雄市。 云南省,楚雄彝族自治州 2022年,楚雄彝族自治州实现生产总值(GDP)1763.42亿元,比上年增长6.7%。
别再等待了,仅仅一分钟,就能通过我们的珩磨管_厂家批发_产地货源产品视频探索到无数令人心动的细节和亮点。以下是:珩磨管_厂家批发_产地货源的图文介绍
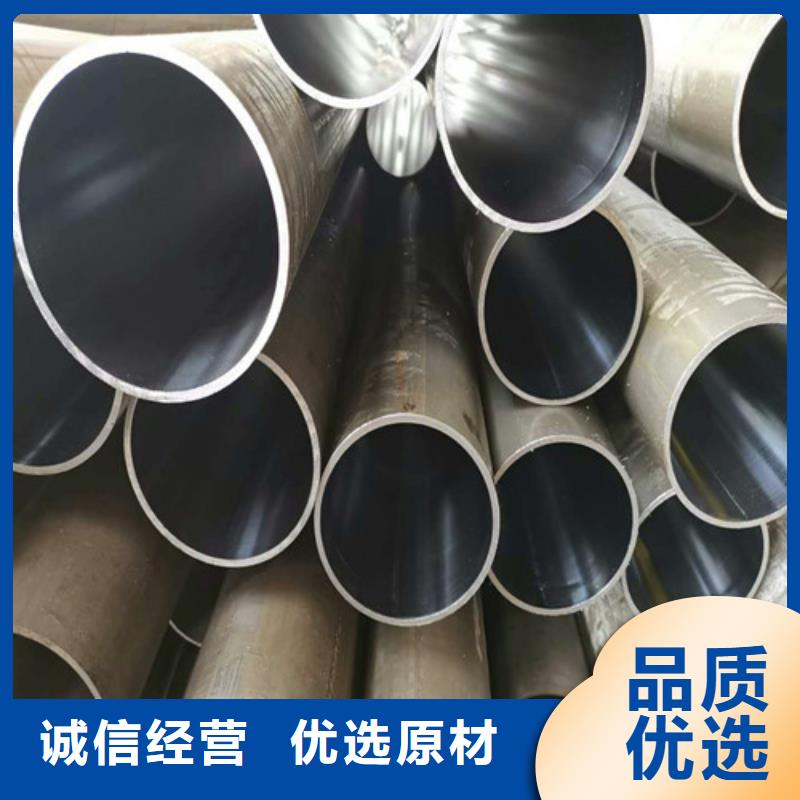
高精密珩磨管的主要生产程:管坯及坯加热、管坯的穿孔、钢管的延伸。绗磨管高精密珩磨管的轧制、钢管定径、钢管减径、钢管的冷却和精整或者可以说是钢胚的加热穿孔热扎酸洗冷拔碳烧切头喷标包装成品一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。一般高压合金管用普通碳素钢、优质碳素钢、普通低合金钢和合金结构钢制造,用于制作输送液体管道或制作结构、零件用。高精密珩磨管按外径和壁厚度供货,在同一外径下有多种壁厚,高精密珩磨管承受的压力范围较大。通常钢管长度,热轧管为3-12.5m,冷拔(轧)管为1.5-9m。在使用之前必须先检查是否有异状,如外观变形,接头是否有压紧,而双头弹簧(橡胶套)必须套进接头处,是保护接头处与高精密珩磨管的脆弱处,也可避免收管时成90度或180度的折损,而产生使用时容易爆管或漏剂之情形。
珩磨管的应用1、拆卸液压油缸之前,应使液压回路卸压。否则,当把与油缸相联接油管接头拧松时,回路中的高压油就会迅速喷出。液压回路卸压时应先拧松溢流阀等处的手轮或调压螺钉,使压力油卸荷,然后切断电源或切断动力源,使液压装置停止运转。
2、拆卸时要按顺序进行。由于各种液压缸结构和大小不尽相同,拆卸顺序也稍有不同。一般应放掉油缸两腔的油液,然后拆卸缸盖,后拆卸活塞与活塞杆。在拆卸液压缸的缸盖时,对于内卡键式联接的卡键或卡环要使用专用工具,禁止使用扁铲;对于法兰式端盖必须用螺钉顶出,不允许锤击或硬撬。在活塞和活塞杆难以抽出时,不可强行打出,应先查明原因再进行拆卸。3、卸卸前后要设法创造条件防止液压缸的零件被周围的灰尘和杂质污染。例如,拆卸时应尽量在干净的环境下进行;拆卸后所有零件要用塑料布盖好,不要用棉布或其他工作用布覆盖。4、拆卸时应防止损伤活塞杆顶端螺纹、油口螺纹和活塞杆表面、缸套内壁等。为了防止活塞杆等细长件弯曲或变形,放置时应用垫木支承均衡。5、油缸拆卸后要认真检查,以确定哪些零件可以继续使用,哪些零件可以修理后再用,哪些零件必须更换
云南楚雄九冶管业有限公司,地址:丁块工业园。 公司专业经营(云南楚雄) 本地 绗磨管。欢迎新老客户来我公司洽谈。 我们以“优良的品质、优惠的价格、优质的服务”赢得了新老客户的信赖和支持,在业界树立起良好的信誉和口碑。 在此,公司经理携全体员工,将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户.谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。
珩磨管的内孔粗糙度,是可以做到小于0.63nm的,而直线标准度,则可以做到小于0.3mm/m。因此,其在尺寸准确度上,是可以有较高水平的。因此,其可以用于一些要求较高的场合中。而它的珩磨,是要用到珩磨机的,珩磨机上的珩磨头,一般来讲,是进行轴向直线往复运动。珩磨管中的珩磨工具在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种,就是珩磨齿轮,所以下面,就来简单说明一下。珩磨齿轮,其是由基体加上磨料来构成的。使用它进行珩磨,主要是为了去除材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意一些事项的,其主要是有:(1)对于设备的大行程,应不超过珩磨时的大宽度,否则的话,那么就有可能会严重损坏珩磨齿轮。(2)在珩磨量的控制上,应将其数值控制在合理且合适的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。(3)珩磨齿轮的材质,由于比较脆,所以是严禁撞击和敲打的,以免使其损坏而不能使用了。
选购珩磨管_厂家批发_产地货源来云南省楚雄市找九冶管业有限公司(楚雄分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-18762195566,{QQ:1958857549},地址:[丁块工业园]。











